


Supportstrukturer er en essentiel del af 3D-printning, især når du arbejder med komplekse designs, der har overhæng eller broer. Supporten fungerer som midlertidige støtter, der sikrer, at dit print ikke falder sammen eller deformeres under printningen. I denne guide vil vi se på, hvornår support bør anvendes, hvilke materialer og alternativer der findes, samt hvordan du kan optimere dine supportindstillinger til forskellige printbehov.
Hvornår er support nødvendigt?
Supportstrukturer er nødvendige, når et objekt indeholder dele, der ikke kan understøtte sig selv under printprocessen. Dette inkluderer typisk:
Overhæng
Enhver designstruktur, der strækker sig ud over en bestemt vinkel – som tommelfingerregel under 45° i forhold til buildpladen – kræver support for at sikre en jævn overfladekvalitet og forhindre, at printet kollapser under printprocessen.


Broer
Høje og smalle objekter
Disse kan have brug for support for at modstå bevægelser forårsaget af printeren og for at sikre stabilitet under printningen.
Supportmaterialer
Valget af det rigtige supportmateriale er næsten lige så afgørende som valget af filament til selve objektet. Supportmaterialer er ikke kun nødvendige for at understøtte komplekse designs under printningen, men skal også kunne fjernes effektivt, uden at efterlade skader på det færdige objekt.
Der er grundlæggende to muligheder i forhold til valg af supportmateriale: Standardmaterialer som PLA eller PETG og dedikerede materialer, der er specielt udviklet alene til at fungere som support.
Dedikerede supportmaterialer
Dedikerede supportmaterialer er specialiserede filamenter, der er designet til at fungere som midlertidige støttestrukturer under printningen, hvorefter de fjernes og kasseres. De understøtter overhæng, broer og andre komplekse dele af et print, som ikke kan stå alene under printprocessen.
Fordele ved dedikerede supportmaterialer:
- Opløselighed: Materialer som PVA og BVOH kan opløses i vand, hvilket gør fjernelse af supportmaterialet enkel og reducerer risikoen for at beskadige det færdige objekt.
- Kemisk Kompatibilitet: De er ofte kemisk kompatible med almindelige printmaterialer, såsom PLA og ABS, hvilket sikrer en god vedhæftning under printning og let fjernelse efterfølgende.
Ulemper ved dedikerede supportmaterialer:
- Omkostninger: Dedikerede supportmaterialer er ofte dyrere end standard printmaterialer, hvilket øger de samlede omkostninger for printjobbet.
- Opbevaring: Vandopløselige supportmaterialer er meget følsomme overfor fugt og kræver ofte specifikke opbevaringsbetingelser for at forhindre opløsning før brug. Hvis du printer i mange forskellige materialer, vil der ofte være brug for flere forskellige supportmaterialer, da de kemiske egenskaber varierer. Det øger pladsbehovet til filamentopbevaring.
- Rengøringstid: Det kan tage lang tid at opløse supportmaterialet helt, især for større prints, hvilket kan føre til længere efterbehandlingstid.
Typer af dedikerede supportmaterialer
-
PVA (Polyvinylalkohol): PVA er vandopløseligt og bruges ofte som supportmateriale for PLA. Det er især nyttigt til komplekse print, hvor manuel fjernelse af support kan være vanskelig.
-
HIPS (High Impact Polystyrene): HIPS er et andet opløseligt supportmateriale, der typisk bruges sammen med ABS. Det kræver limonene for opløsning, hvilket kan være en ulempe sammenlignet med PVA’s vandopløselighed.
-
BVOH (Butenediol vinylalkohol copolymer): BVOH er kendt for sin hurtige opløselighed i vand og kompatibilitet med en bred vifte af materialer, herunder PETG og nogle nyloner.
Alternative Supportmaterialer
Nogle gange kan det være fordelagtigt at bruge det samme materiale eller et andet ikke-opløseligt materiale til supports.
-
PLA som support for PETG (og omvendt): PLA kan fungere som support for PETG, forudsat at printeren kan håndtere temperaturforskellene mellem de to materialer. Ved omhyggelig indstilling af printerparametrene kan PLA-support let fjernes fra PETG elementer og omvendt.
-
PLA som support for TPU: TPU er et fantastisk materiale, som dog kan være ret vanskeligt at arbejde med, ikke mindst når der kræves supportmateriale. PLA kan fungere rigtigt godt som support, men det kan kræve en del eksperimenteren for at finde de bedste indstillinger.
-
PETG som support for ASA/ABS: Vi tester løbende nye supportkombinationer og har haft glimrende resultater med at bruge PETG som interface lag, når vi printer med ASA og ABS.
-
Andre break-away materialer: Materialer som PLA, ABS, og PETG kan alle bruges til at skabe supportstrukturer, der er designet til manuelt at kunne knækkes af uden brug af opløsninger. Dette kræver omhyggeligt designet support med svage sammenkoblingspunkter for at supporten kan fjernes nemt uden at beskadige printet.
Supportstrukturer
Alle slicere byder på forskellige muligheder for valg af supportstruktur, ligesom der som regel både er mulighed for at tilføje supports automatisk eller manuelt.
Valget af supporttype afhænger af mange faktorer, herunder den ønskede overfladekvalitet, printmaterialet, printerens kapaciteter og den specifikke applikation for det færdige objekt. Uanset hvilken type du vælger, er nøglemålet at understøtte det færdige print effektivt med minimalt spild og efterbearbejdning.
De mest benyttede supportstrukturer er:
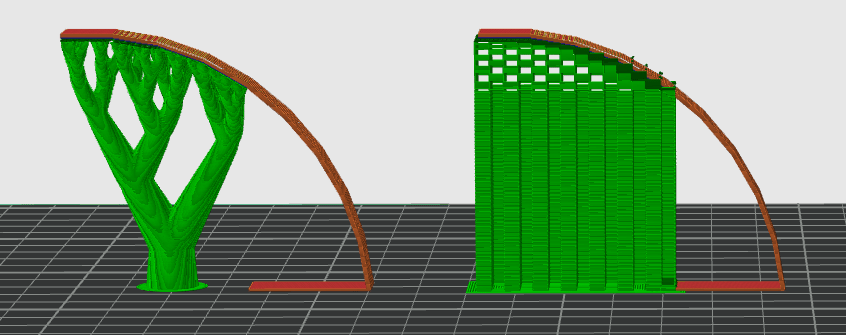
- Linære Supports: Disse er de mest almindelige supports, der genereres i grid-lignende mønstre. De er robuste og giver god støtte for overhæng og broer, men kan være vanskelige at fjerne uden at efterlade mærker på det færdige objekt.
- Træstruktur-Supports (Tree-like supports): Træstruktur-supports er blevet populære på grund af deres effektivitet og lette fjernelse. De ligner træer med grene, der “vokser” fra buildpladen eller objektets base og giver punktvis støtte, hvor det er nødvendigt. Denne type support reducerer mængden af brugt materiale og minimerer mærker på objektet, da kontaktpunkterne med hovedobjektet ofte er mindre og mere koncentrerede.
Automatisk og manuel support
Når det kommer til placering af supports i 3D-printning, står valget mellem manuel eller automatisk generering af supportstrukturen.
Begge metoder har deres egne fordele og ulemper, og valget mellem de to bør baseres på projektets kompleksitet, brugerens erfaring og specifikke krav til det færdige print.
Automatisk Supportgenerering
De fleste moderne slicere tilbyder funktioner til automatisk generering af supports, hvor sliceren analyserer objektet og automatisk placerer supports på steder, den bedømmer som nødvendige. Denne metode er hurtig og brugervenlig, hvilket gør den tilgængelig for alle uanset erfaring med 3D-printning.
Fordele:
- Hurtig og nem, egnet for begyndere.
- Mindre risiko for fejl, da softwaren anvender avancerede og gennemtestede algoritmer til at bestemme nødvendige supports.
- Ensartet og repeterbar, hvilket er nyttigt for produktion i større skala.
Ulemper:
- Kan generere overflødige supports, hvilket resulterer i spild af materiale og øget tidsforbrug.
- Kan mangle finesse i håndtering af meget komplekse eller fint detaljerede designs.
- Brugeren har begrænset kontrol, hvilket kan føre til mindre optimerede supportstrukturer i relation til det konkrete objekt.
Manuel Supportgenerering
Manuel generering af supports giver brugeren fuld kontrol over placeringen og designet af supportstrukturen.
Det er ideelt for avancerede brugere, som ønsker at optimere placeringen af supports for at spare materiale og reducere efterbearbejdningstid.
Denne metode er dog tidskrævende og kræver en dybere forståelse af, hvordan 3D-printede objekter opfører sig under printprocessen.
Fordele:
- Optimal kontrol over supportplacering.
- Potentiale for materialebesparelse gennem effektiv planlægning.
- Kan tilpasses komplekse geometrier, hvor automatiske supports kan fejle.
Ulemper:
- Kræver omfattende viden og erfaring med 3D-printning.
- Tidskrævende, især for komplekse eller store objekter.
- Højere risiko for fejl, som kan resultere i mislykkede prints, hvis supports ikke er korrekt placeret.
Minimer brugen af supports
Den allerbedste strategi i forbindelse med supports er at undgå behovet i videst muligt omfang. Dels fordi brug af support øger omkostningerne og ressourcespildet grundet det ekstra forbrug af materialer, som i sidste ende ender som affald. Dels fordi brug af support kan øge printtiden væsenligt.
For at reducere eller undgå behovet for supports, kan du overveje følgende tilgange:
- Optimering af design: Redesign objektet for at undgå behovet for support. Et simpelt og meget brugt trick er at afrunde hjørnestrukturer for at reducere skarpe vinkler som er vanskelige at printe uden support.
- Tilpasning af objektets orientering: Ved at ændre den måde, hvorpå objektet placeres på buildpladen, kan man ofte undgå overhæng og dermed behovet for supports.
- Opdeling af designet: Hvis muligt, kan du splitte et komplekst objekt i flere mindre dele, som hver især kan printes optimalt uden brug af support og efterfølgende samles til et færdigt produkt.
- Eksperimenter med printindstillingerne: Optimale printindstillinger kan i nogle tilfælde reducere behovet for support. Ved at øge kølehastigheden for lagene, justere printvinklen, temperaturen hastigheden for print af uunderstøttede lag, kan du ofte opnå gode resultater.
Mens supportstrukturer er uundværlige i mange 3D-printscenarier, er det vigtigt at være strategisk i forhold til brugen for at optimere både materialeforbrug og produktionstid.
Ved at indtænke supports allerede i starten af et projekt kan man ofte opnå effektive print uden unødvendig brug af support og samtidig bevare – eller endda øge – kvaliteten af de færdige objekter.